





无缝钢管网架与轻钢结构是区别,网架杆件只受拉力或压力。既然只受轴向力,那么具体位置就应该没有关系。
对于网架来说:规范里确实要求了一个构件的拼接次数,只允许一次,并且限用于压杆。但不记得有规定拼接位置,在实际工程实例中,我也见过在任意位置拼接的杆件。但个人觉得用于拉杆也没有问题,因为焊缝强度一般都高于母材强度,在拉伸试验中也能证明这一点,断开的位置永远都是母材,而不是焊缝引用资料原文:《网壳结构技术规程》JGJ61-2003(J258-2003)第6.2.2条
对接焊缝可放在受压杆件及压弯杆件。采用对接时,焊缝均应进行无损探伤检验,且每根杆件只允许有一条对接焊缝。对接杆件总数不应超过杆件总数的20%,并不得集中布置。对于轻钢结构来说,引用相关资料如下:在所有的吊车梁标准图中,都有规定“翼缘和腹板的工厂拼接接头不应设在同一截面内,应错开>=200mm,钢结构吊车梁翼缘和腹板拼接位置应设在离支座1/3L~1/4L之间”
就是把拼接接头位置设置在弯矩小的位置。


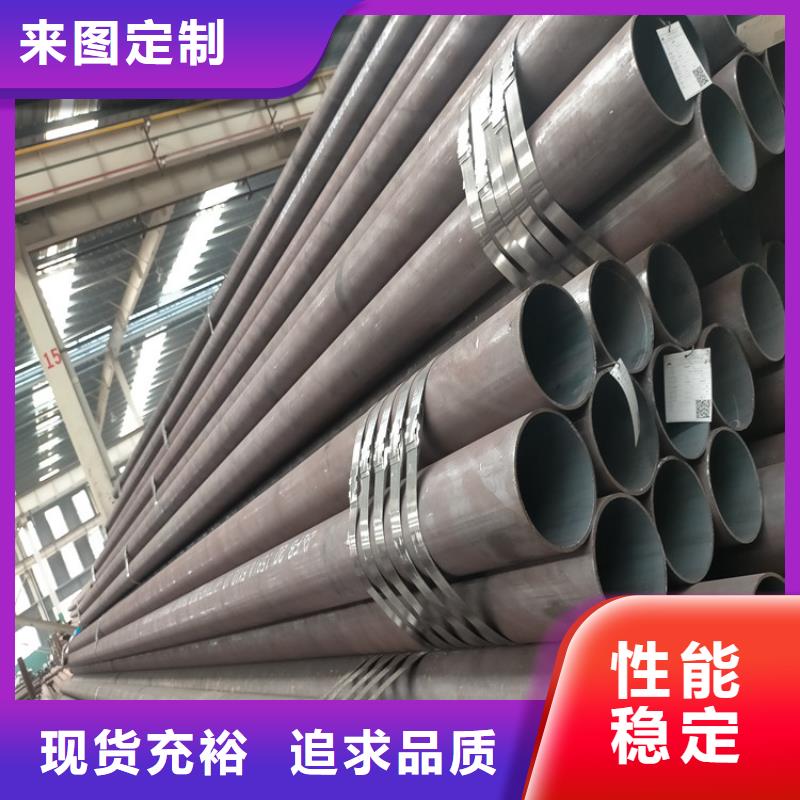
今日中西部价格弱势回调,成交疲软。钢谷网数据统计,今日中西部11个城市螺纹钢均价3419元/吨,较上一交易日跌18元/吨。今日期螺高开低走,午盘收市回升,现货市场表现平淡。沙钢发布新一期价格政策,上调100元/吨,出厂价调至3550元/吨,现阶段现货市场普遍倒挂200元/吨,本期经销商可能会严重亏损。焊接钢管也称焊管,是用钢板或带钢经过卷曲成型后焊接制成的钢管。焊接钢管生产工艺简单,生产效率高,品种规格多,设备投资少,但一般强度低于无缝钢管。焊管常用材质为:Q235A,Q235C,Q235B、16Mn、20#、Q345、L245、L290、X42、X46、X60、X80、0Cr13、1Cr17、00Cr19Ni11、1Cr18Ni9、0Cr18Ni11Nb等。焊接钢管采用的坯料是钢板或带钢,因其焊接工艺不同而分为炉焊管、电焊(电阻焊)管和自动电弧焊管。



使钢板板边具有钢板将成型钢管半径相等曲率半径,钢板预弯边机:将铣边机加工出两边焊接坡口的钢板板边进行预弯。防止成型机成型成型钢管中产生过长的直边,保证钢板的圆度。
全自动钢管成型机:完成对各种金属板料的弯曲成型。
进行进一步的合缝和预焊,钢管预焊机:将成型机成型合格的开口管坯,为内、外焊做准备。
焊接小车运送工件沿轨道行走,双丝内焊机:用于对大口径直缝钢管进行自动埋弧焊接,配合主机实现对工件的焊接。
焊接小车运送工件沿轨道行走,双丝外焊机:用于对直缝钢管进行自动埋弧焊接,配合主机实现对工件的焊接。
以改变钢管圆度,钢管精整机:对圆度欠佳的长圆管逐段从外部施加强大压力,使之达到有关规范和使用要求。
龙门移动式感官矫直机:用于钢制圆柱型管的矫直。
直缝钢管平头倒角机:将直缝钢管端部按规定的钝边以及坡口角度进行倒角。
提高钢管尺寸精度。钢管扩径机:应力。
检查钢管规定压力下有无渗透缺陷,3000T水压试验机:对焊管进行水压试验。焊接应力及成型应力,从而保证钢管使用性能。
能够检测出纵向、横向缺陷及热影响区分层缺陷。线超声波检测设备:对全焊缝进行线超声波无损检测。



广顺物资 (烟台市分公司)专业从事 45CrNiM为主导的企业。公司整合国内、外先进技术,结合市场实际情况,做到技术不断、产品不断更新,成功研发出 45CrNiM系列产品。公司实力雄厚,不仅拥有一支年轻并高素质的研发团队——学习与创新、挑战与突破、全力开拓创造z u i优质的产品是我们坚持不懈的使命;而且拥有一支专业及有着资深市场背景的精英管理团队——凭借多年的品牌运营及管理经验我们只进不退,自信地走在行业的尖端,公司秉承“遵诚守信”的经营理念在发展中逐步壮大,公司也一如既往的坚持“只有客户的满意,才有我们的成功”的方针,以帮助客户获取经济效益和社会效益为已任,旨在通过公司科学、专业、真诚的服务来建立客户与市场的z u i佳沟通渠道,把客户有限的资金进行z u i经济的策划和设计,让客户以z u i低的投资成本,达到z u i佳收益的目的。






